

Oferujemy naszym Klientom szereg usług związanych z badaniami mechanicznymi połączeń spajanych i wyrobów hutniczych z metali i ich stopów.
Wykonujemy badania do kwalifikowania technologii spawania, egzaminowania spawaczy, reklasyfikacji, możemy również sprawdzić zgodność z atestem.
Laboratoria Wytrzymałościowe posiadają własne działy obróbki mechanicznej próbek, dzięki czemu zlecenia realizowane są w krótkim czasie.
Laboratoria Wytrzymałościowe posiadają akredytację Polskiego Centrum Akredytacji (PCA) nr AB 1700 na zgodność z PN-EN ISO/IEC 17025:2018-02 oraz uznania takich jednostek / towarzystw jak: UDT, TDT, PRS, BV, RINA, TÜV Nord i TÜV Rheinland. Badania wykonywane w Laboratoriach są akceptowane przez DNV, LR oraz ABS.
W swojej ofercie mamy takie badania jak:
Dzięki współpracy z laboratoriami badań nieniszczących, możemy zapewnić Państwu kompleksową obsługę przy kwalifikowaniu technologii spawania i egzaminowaniu spawaczy.
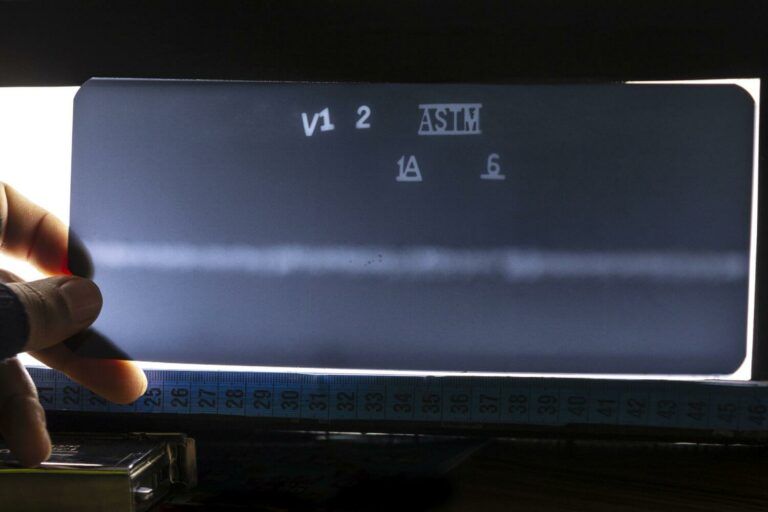 WięcejBadania radiograficzne spoin – metoda kontroli jakości połączeń spawanych
WięcejBadania radiograficzne spoin – metoda kontroli jakości połączeń spawanych WięcejLaboratorium NDT – przewodnik po badaniach nieniszczących
WięcejLaboratorium NDT – przewodnik po badaniach nieniszczących WięcejPróba rozciągania wg ISO 37
WięcejPróba rozciągania wg ISO 37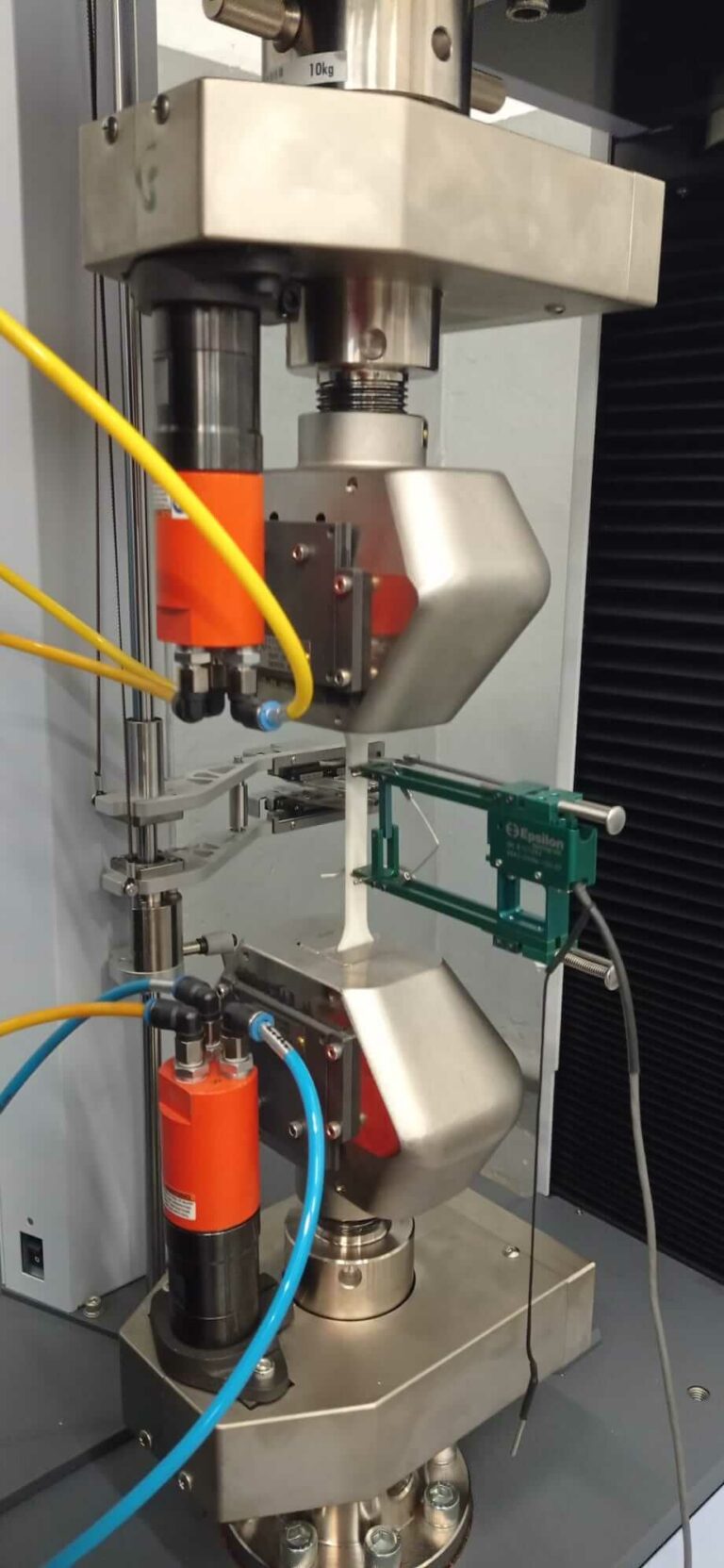 WięcejPróba rozciągania wg ISO 527
WięcejPróba rozciągania wg ISO 527 WięcejStatyczna próba rozciągania
WięcejStatyczna próba rozciągania WięcejPróba zginania
WięcejPróba zginania WięcejPróba udarności
WięcejPróba udarności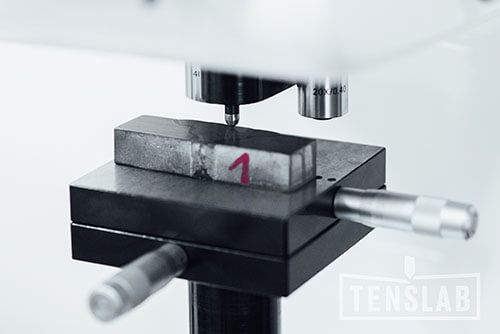 WięcejPomiary twardości
WięcejPomiary twardości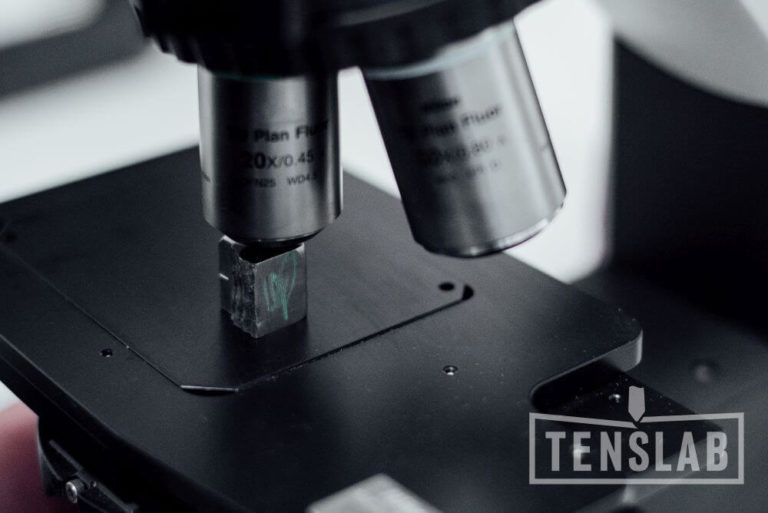 WięcejBadania metalograficzne
WięcejBadania metalograficzne WięcejPróba łamania
WięcejPróba łamania WięcejAnaliza składu chemicznego
WięcejAnaliza składu chemicznego WięcejBadania korozyjne
WięcejBadania korozyjne WięcejBadania zawartości ferrytu
WięcejBadania zawartości ferrytu WięcejBadania wg PN-EN 1090-2
WięcejBadania wg PN-EN 1090-2 WięcejBadania chropowatości powierzchni
WięcejBadania chropowatości powierzchni